
今天收到沉甸甸的平尺
本来买的是Grade 1
给了Grade 0级(+/- 7µm) ,赚了
查维修手册,机头底面平整度标准误差30µm(1/1000"), 最大误差0.1毫米
翻出库存板材,尺寸合适的,就是一块抛光大理石板,拿这个平尺测了一下,最大误差100 µm,考虑到平尺也有误差,基本上要是用这块面来磨的话,除非不用磨,否则就是人为制造最大误差了
没有其它办法找到更平的面的话,凑活就是它了
或者到时候局部打磨,用平尺测就是
按说Surface plate淘宝上确实不贵,但是太重了寄到这里一点都不便宜,还要等
当地二手市场上有少量旧货,不清楚磨损程度,也不便宜
你们怎么看
今天有事,打算明天拆下机头再说了
过节修车,再不干活要烂尾了
换head gasket开工
版主: lexian

#103 Re: 换head gasket开工
赞kuku 写了: 2024年 7月 3日 15:42 今天收到沉甸甸的平尺
本来买的是Grade 1
给了Grade 0级(+/- 7µm) ,赚了
查维修手册,机头底面平整度标准误差30µm(1/1000"), 最大误差0.1毫米
翻出库存板材,尺寸合适的,就是一块抛光大理石板,拿这个平尺测了一下,最大误差100 µm,考虑到平尺也有误差,基本上要是用这块面来磨的话,除非不用磨,否则就是人为制造最大误差了
没有其它办法找到更平的面的话,凑活就是它了
或者到时候局部打磨,用平尺测就是
按说Surface plate淘宝上确实不贵,但是太重了寄到这里一点都不便宜,还要等
当地二手市场上有少量旧货,不清楚磨损程度,也不便宜
你们怎么看
今天有事,打算明天拆下机头再说了
过节修车,再不干活要烂尾了
 另个人意见,这种绝对量规绝对不要买二手(除非自己家里有检测台和磨床,自己也有充足的涂普鲁士蓝不亦悦乎时间,可以准确测/修。。。)。相对量具比如千分表,杠杆表相对宽松一点起码直接影响不大。
另个人意见,这种绝对量规绝对不要买二手(除非自己家里有检测台和磨床,自己也有充足的涂普鲁士蓝不亦悦乎时间,可以准确测/修。。。)。相对量具比如千分表,杠杆表相对宽松一点起码直接影响不大。因为钢材是非常软的,虽然直度规已经是加厚合金,但是二手的总是心里不安,对于完美主义者(或者我这种胆小OCD)太残忍了。当然对于机头这种并不是很精密的还好,怎么也不至于都超出那种不精密的spec。但是难保以后用直度规测量砂带机?磨机?平夹具?机头和crankcase DIY brace bracket等等等等。。。还是这种新买的放心丫。
钢铁是非常非常软的。只要线度大了。运输时自重震动,不匀热胀冷缩,长时间应力,都会慢慢地改变钢铁的形状。
所以用完后存放时一定要按照说明书,尺体不要有不匀受力,而且要拼命涂油涂满机油,防止生锈。
上次由 Riikanbkk 在 2024年 7月 3日 16:04 修改。
#104 Re: 换head gasket开工
kuku 写了: 2024年 7月 3日 15:42 今天收到沉甸甸的平尺
本来买的是Grade 1
给了Grade 0级(+/- 7µm) ,赚了
查维修手册,机头底面平整度标准误差30µm(1/1000"), 最大误差0.1毫米
翻出库存板材,尺寸合适的,就是一块抛光大理石板,拿这个平尺测了一下,最大误差100 µm,考虑到平尺也有误差,基本上要是用这块面来磨的话,除非不用磨,否则就是人为制造最大误差了
没有其它办法找到更平的面的话,凑活就是它了
或者到时候局部打磨,用平尺测就是
按说Surface plate淘宝上确实不贵,但是太重了寄到这里一点都不便宜,还要等
当地二手市场上有少量旧货,不清楚磨损程度,也不便宜
你们怎么看
今天有事,打算明天拆下机头再说了
过节修车,再不干活要烂尾了
哈哈~~修车这事个人经验就是要一鼓作气,停几天连螺丝在哪都不记得了。
大理石板磨几个pass就能看出机头有没有low point了。实际上很多时候都是要去磨coolant passage周围的小坑,这个你不磨是看不出来的,装上就会有少量的leakage。
#105 Re: 换head gasket开工
嗯Riikanbkk 写了: 2024年 7月 3日 15:58 赞另个人意见,这种绝对量规绝对不要买二手(除非自己家里有检测台和磨床,自己也有充足的涂普鲁士蓝不亦悦乎时间,可以准确测/修。。。)。相对量具比如千分表,杠杆表相对宽松一点起码直接影响不大。
因为钢材是非常软的,虽然直度规已经是加厚合金,但是二手的总是心里不安,对于完美主义者(或者我这种胆小OCD)太残忍了。当然对于机头这种并不是很精密的还好,怎么也不至于都超出那种不精密的spec。但是难保以后用直度规测量砂带机?磨机?平夹具?机头和crankcase DIY brace bracket等等等等。。。还是这种新买的放心丫。
钢铁是非常非常软的。只要线度大了。运输时自重震动,不匀热胀冷缩,长时间应力,都会慢慢地改变钢铁的形状。
所以用完后存放时一定要按照说明书,尺体不要有不匀受力,而且要拼命涂油涂满机油,防止生锈。
不过我讲的淘宝或者二手货,是花岗岩(俗称大理石)检测平台,除非表面磨损严重,这玩意应该不会有什么变形吧
#106 Re: 换head gasket开工
那倒是,这种高硬脆性物免疫小形变。我理解错以为是说平尺
只要不着急,可以不用快递;海运的运费和税都好操作多了。我从tb订过很多超大超重,跨国海运来asean,按立方米算运费还免税
#107 Re: 换head gasket开工
我不知道你这个大理石是不是比较特殊的,不过你可以去找local的裁大理石的工厂去搞,他们也是海运过来的。我一个朋友就是自己开工厂裁大理石给周围几乎所有的kitchen店供货。Riikanbkk 写了: 2024年 7月 3日 17:08 那倒是,这种高硬脆性物免疫小形变。我理解错以为是说平尺
只要不着急,可以不用快递;海运的运费和税都好操作多了。我从tb订过很多超大超重,跨国海运来asean,按立方米算运费还免税
#108 Re: 换head gasket开工
刚看过Riikanbkk 写了: 2024年 7月 3日 17:08 那倒是,这种高硬脆性物免疫小形变。我理解错以为是说平尺
只要不着急,可以不用快递;海运的运费和税都好操作多了。我从tb订过很多超大超重,跨国海运来asean,按立方米算运费还免税
600x400x100mm,80公斤
物品300人民币
海运到美国300美元
#109 Re: 换head gasket开工
嗯特殊的geniushanbiao 写了: 2024年 7月 3日 21:57 我不知道你这个大理石是不是比较特殊的,不过你可以去找local的裁大理石的工厂去搞,他们也是海运过来的。我一个朋友就是自己开工厂裁大理石给周围几乎所有的kitchen店供货。
测量基准,400x600mm的表面,平整度在几个微米内吧
#110 Re: 换head gasket开工
是的,这种面积大的,可以把L4机头或汽缸在上面推,就不会受到人手用力不匀影响,砂带固定润滑好慢慢推一天基本是低成本达到磨床的效果了。。。
而且大理石台涂上普鲁士蓝,直接就直观明显看到高点低点
就是只是一个台面,不适合测量deck clearance 磨削掉多少,只要基本平了就马上收手。
不过我还是觉得,一般铸铁缸很少有outta spec需要大动干戈,基本清洁表面干干净净一般平尺量着OK。不过head studs可以考虑换新,甚至换ARP牌haha
#111 Re: 换head gasket开工
我这个发动机是铸铝的Riikanbkk 写了: 2024年 7月 3日 23:50 是的,这种面积大的,可以把L4机头或汽缸在上面推,就不会受到人手用力不匀影响,砂带固定润滑好慢慢推一天基本是低成本达到磨床的效果了。。。
而且大理石台涂上普鲁士蓝,直接就直观明显看到高点低点
就是只是一个台面,不适合测量deck clearance 磨削掉多少,只要基本平了就马上收手。
不过我还是觉得,一般铸铁缸很少有outta spec需要大动干戈,基本清洁表面干干净净一般平尺量着OK。不过head studs可以考虑换新,甚至换ARP牌haha
Head stud不动了,不想多事
#112 Re: 换head gasket开工
LZ这个KA24DE确实是cast iron的缸体,我之前没意识到。如果是这样的话基本上缸体是不用磨的。Riikanbkk 写了: 2024年 7月 3日 23:50 是的,这种面积大的,可以把L4机头或汽缸在上面推,就不会受到人手用力不匀影响,砂带固定润滑好慢慢推一天基本是低成本达到磨床的效果了。。。
而且大理石台涂上普鲁士蓝,直接就直观明显看到高点低点
就是只是一个台面,不适合测量deck clearance 磨削掉多少,只要基本平了就马上收手。
不过我还是觉得,一般铸铁缸很少有outta spec需要大动干戈,基本清洁表面干干净净一般平尺量着OK。不过head studs可以考虑换新,甚至换ARP牌haha
最近20年的车基本很难找到铸铁缸体了。我见过的最后一个铸铁缸体是当年94年Ford 3.8L Essex,那个臭名昭著的气缸垫经常坏的玩意。
x1

#113 Re: 换head gasket开工
你说的对,缸体是铸铁的,机头是铸铝的geniushanbiao 写了: 2024年 7月 4日 20:31 LZ这个KA24DE确实是cast iron的缸体,我之前没意识到。如果是这样的话基本上缸体是不用磨的。
最近20年的车基本很难找到铸铁缸体了。我见过的最后一个铸铁缸体是当年94年Ford 3.8L Essex,那个臭名昭著的气缸垫经常坏的玩意。
#114 Re: 换head gasket开工
今天过节,第五个工分了
把机头取下来了
先拆camshaft sprocket nut就遇到了大问题
那个螺丝太大个了,我用很长的棍子,然后用一寸的扳手固定住轴,纹丝不动
叫了邻居过来帮忙,他用一根铁管套在扳手上,我用长的breaker bar, 两人一起用力,终于把排气这边的大螺丝卸下来了
进气这边的,如法炮制,不行,扳手开始滑动, 那个角上已经开始打滑了
换了一个25mm的大扳手,也不行,实际上已经轴已经有点拧花了
好在上面的timing chain, 是个三角形,卸掉了一个螺丝,将sprocket取下来,然后chain也就可以卸下来了
进气这边的camshaft, 就连齿轮和大螺丝一起卸了下来
这根camshaft的远端,还有一个地方可以着力,我其实可以把它固定到台钳上,把这个大螺丝拆下来,但是想想,何必多事
扭矩那么大,把轴拧扭了或者拧断了就好玩了,当然那个轴那么粗,人力无论如何应该是拧不断的
第二步拆lower timing chain
那个tensioner上有个眼,是插一根针固定顶端的,但是没法用力顶回去,也没有啥专用工具,算了直接拆吧
拆了idler sprocket nut,将轴上的齿轮都拿出来,lower timing chain上半部分也就下来了,用一根zip tie绑住放在一边
timing chain下半部在front cover后面,东西掉进去就好玩了,拿了一张纸堵住
第三步就是拆机头了
八个螺丝,拿break bar按照顺序拧松了,第二轮再拧下来
拆掉一根连接head和车身的电线,以及head和缸体的最后一个小螺丝,整个机头终于拿了出来
然后拿一个clamp,把tensioner的头部压缩回去,拿一根铁丝塞住那个眼卡住,回头装回lower timing chain时就方便了
至此万里长征完成了一半
关于机头和缸体的界面以及head gasket的情况,另贴说明,也还有些问题要请教
把机头取下来了
先拆camshaft sprocket nut就遇到了大问题
那个螺丝太大个了,我用很长的棍子,然后用一寸的扳手固定住轴,纹丝不动
叫了邻居过来帮忙,他用一根铁管套在扳手上,我用长的breaker bar, 两人一起用力,终于把排气这边的大螺丝卸下来了
进气这边的,如法炮制,不行,扳手开始滑动, 那个角上已经开始打滑了
换了一个25mm的大扳手,也不行,实际上已经轴已经有点拧花了
好在上面的timing chain, 是个三角形,卸掉了一个螺丝,将sprocket取下来,然后chain也就可以卸下来了
进气这边的camshaft, 就连齿轮和大螺丝一起卸了下来
这根camshaft的远端,还有一个地方可以着力,我其实可以把它固定到台钳上,把这个大螺丝拆下来,但是想想,何必多事
扭矩那么大,把轴拧扭了或者拧断了就好玩了,当然那个轴那么粗,人力无论如何应该是拧不断的
第二步拆lower timing chain
那个tensioner上有个眼,是插一根针固定顶端的,但是没法用力顶回去,也没有啥专用工具,算了直接拆吧
拆了idler sprocket nut,将轴上的齿轮都拿出来,lower timing chain上半部分也就下来了,用一根zip tie绑住放在一边
timing chain下半部在front cover后面,东西掉进去就好玩了,拿了一张纸堵住
第三步就是拆机头了
八个螺丝,拿break bar按照顺序拧松了,第二轮再拧下来
拆掉一根连接head和车身的电线,以及head和缸体的最后一个小螺丝,整个机头终于拿了出来
然后拿一个clamp,把tensioner的头部压缩回去,拿一根铁丝塞住那个眼卡住,回头装回lower timing chain时就方便了
至此万里长征完成了一半
关于机头和缸体的界面以及head gasket的情况,另贴说明,也还有些问题要请教
上次由 kuku 在 2024年 7月 5日 02:00 修改。
#115 Re: 换head gasket开工
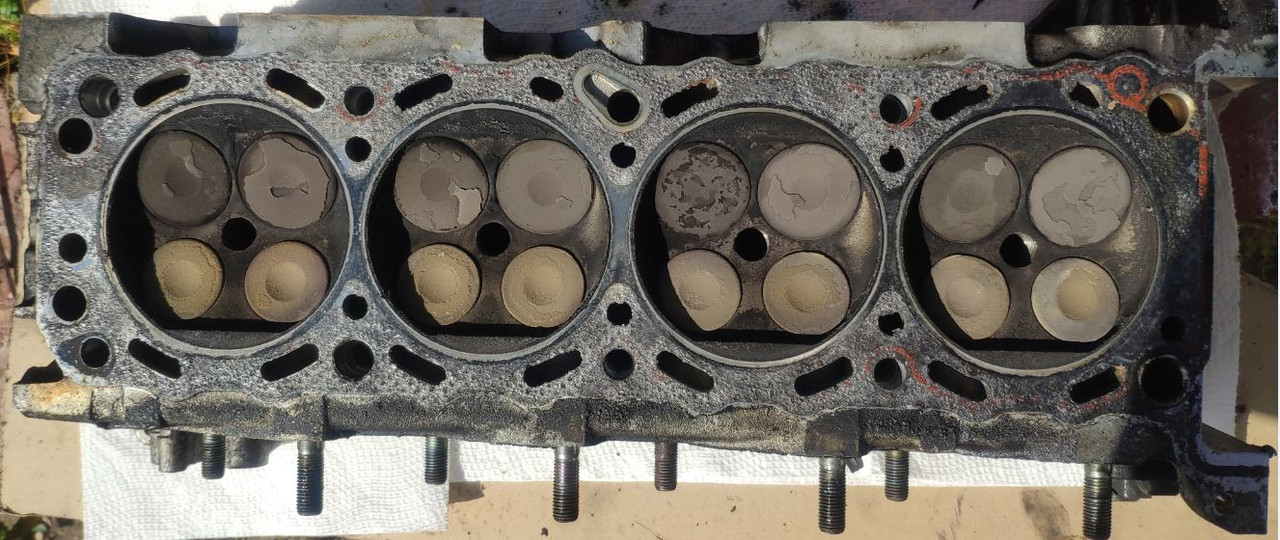
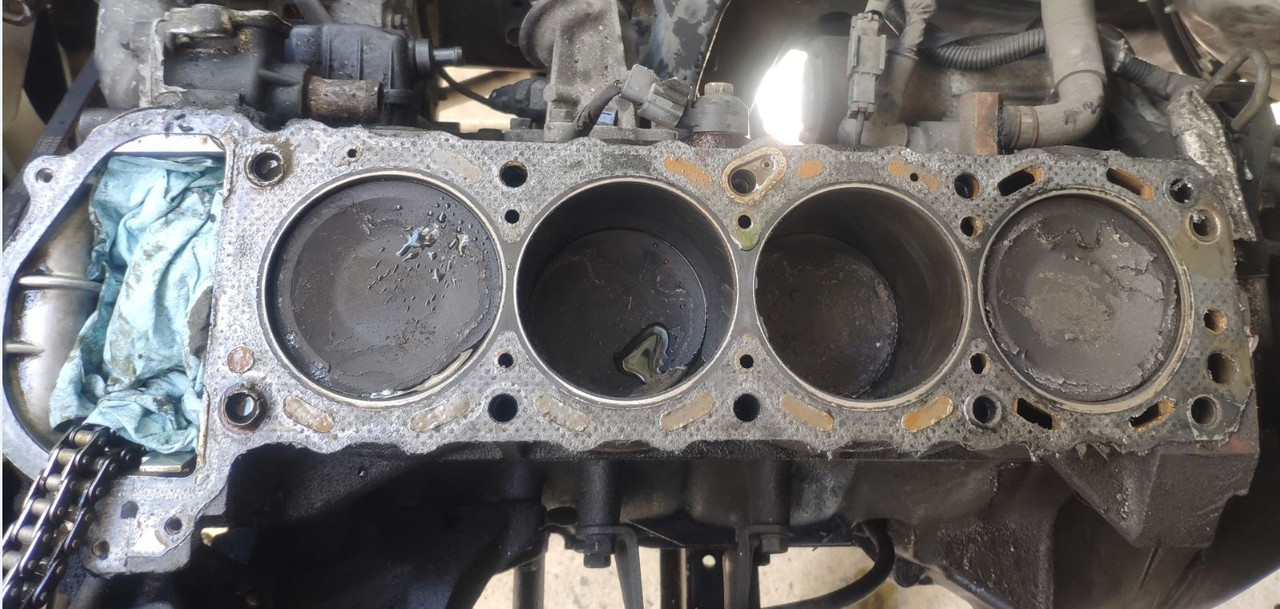
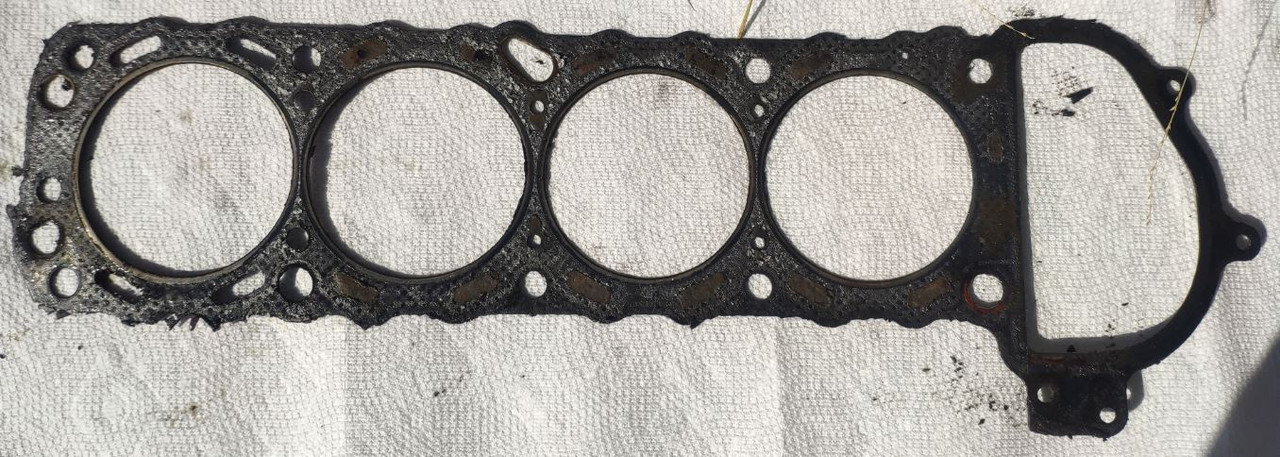
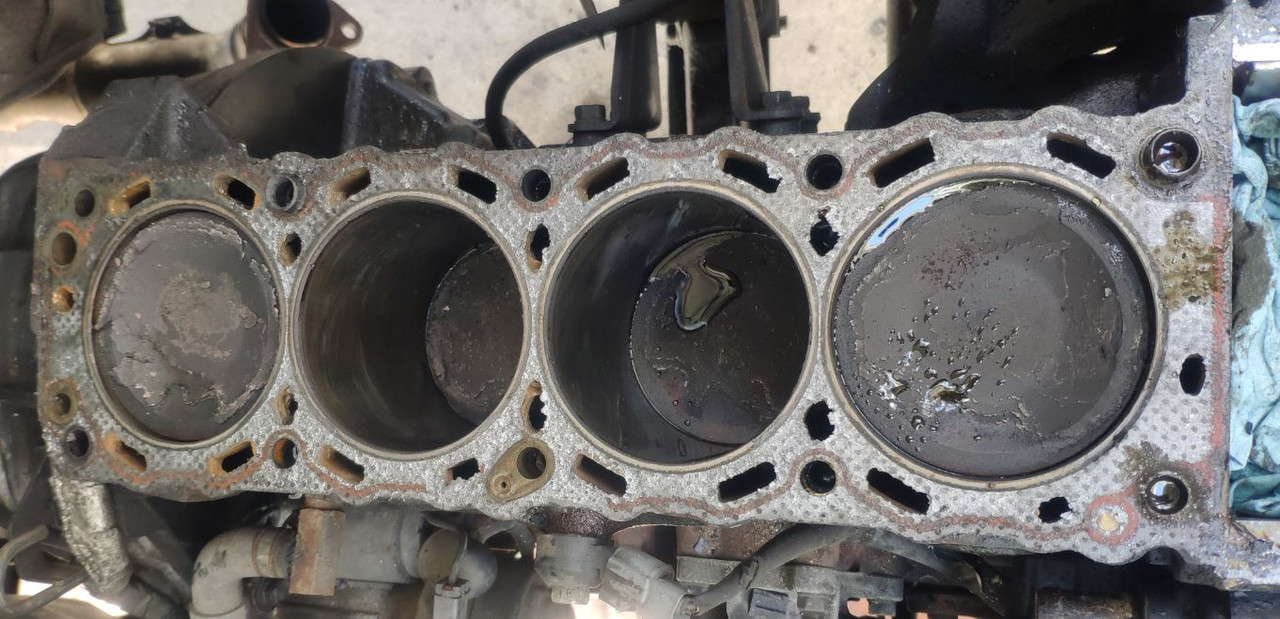
四张图片,分别为head bottom, head gasket top, head gasket bottom, 及block top
我好像未见Head gasket明显破坏?
但是冷却液绝大部分都流到油盆里了
然后机器内部都是油水混合物
我好像未见Head gasket明显破坏?
但是冷却液绝大部分都流到油盆里了
然后机器内部都是油水混合物


 NC CHINESE AMERICANS FOR TRUMP
NC CHINESE AMERICANS FOR TRUMP 