精度肯定不是很理想,中间高两边低0.065mm,用平度规量最大能伸进去0.130mm 的feeler。当然,已经可以了,手册是不超过0.200-0.300mm 就还能用,但是还是挺糟糕。明显是小机器支撑度不够,往一边儿移到最大时有失去平衡些微翘起。需要调一下燕尾槽松紧



因为不锈钢厚板面铣很费劲儿,转速调到1150 这次为了省事儿没用手磨小刀,使用220m/s 高速M 标换头车刀。一次进给只敢0.10mm 所以挺慢,一天花了5小时才平完。先挖一块儿深洞,比目标铣深稍浅一点点(一面1.17 深先挖一小块儿1.10。一面0.51深先挖一小块儿0.40,然后再开工),然后再全面铣,手喷壶冷却液不能停。

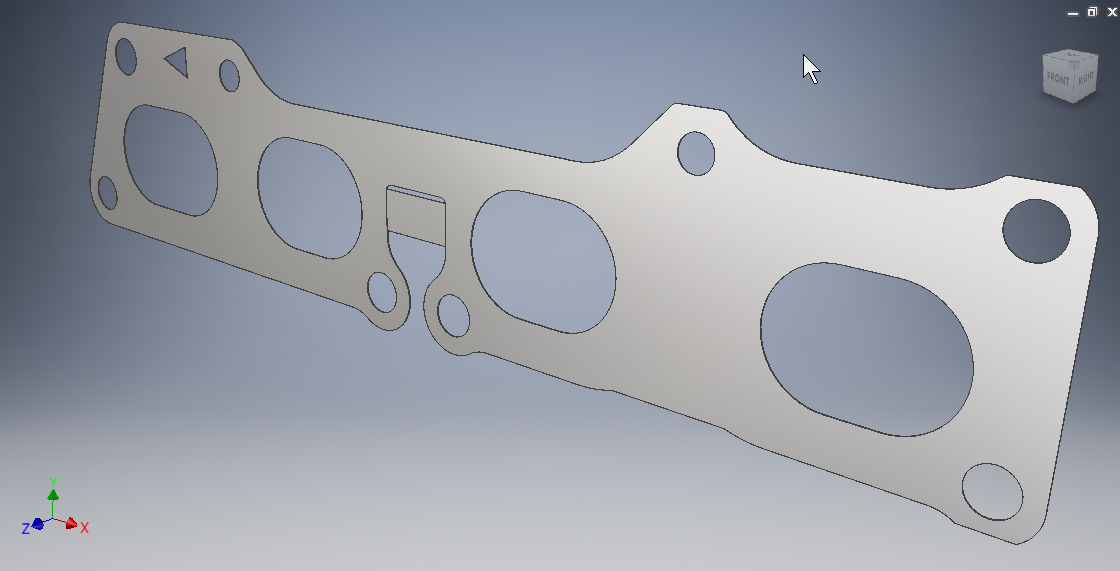
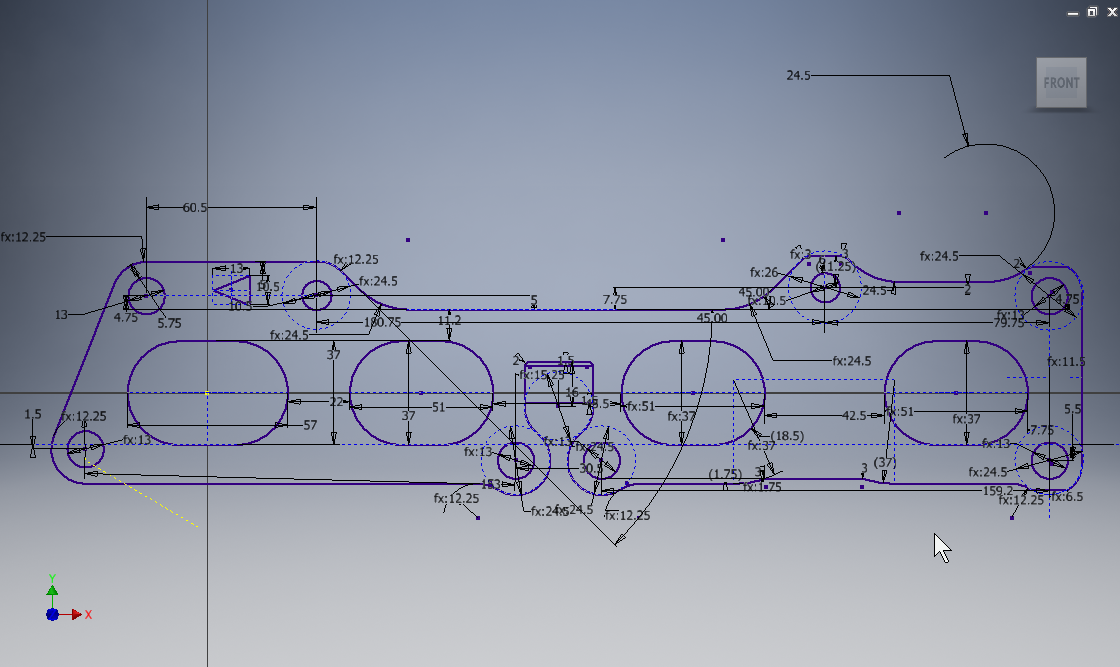
不过,反正证明了可以铣45-46cm不太费劲儿。没钱买电机和控制器,粗糙焊了个螺母用手电钻拧,正好耗了一块4Ah 的大电池。现在赶紧做下图纸尺寸,量好就把316L 法兰板完工,(用铝板冷却块)焊完后切80%槽防变形。


既然铣45-46cm 很宽的也不太费劲儿(tramming 调好了的话,估计能加上我的飞刀直径haha,能铣到55cm / 22"), 下一步重点就是调整了,绝不偷懒赶紧精车一个粗钢棍做dial mount。看看有没有办法能把左右平移的水平度调整固定一下。我手上有一个用处巨大的砂带机linisher 但是穷鬼只能买得起二手的。。。 铸铁砂带背板早就不行了,只是倒装砂带粗磨了一下吊着命。现在这个长度完全可以铣平,只要能左右平移的水平度改善了,精度可以回复到接近出厂全新。(当然较真绝对比不上原厂精磨平的,但要是能精确到0.025mm 1 thou 以内,我肯定绝无怨言了)鸡冻鸡冻。Haha,这个二手真该翻新了,自己DIY 装的电机,现在电容坏了启动都是用手扒拉带一下发动起来。


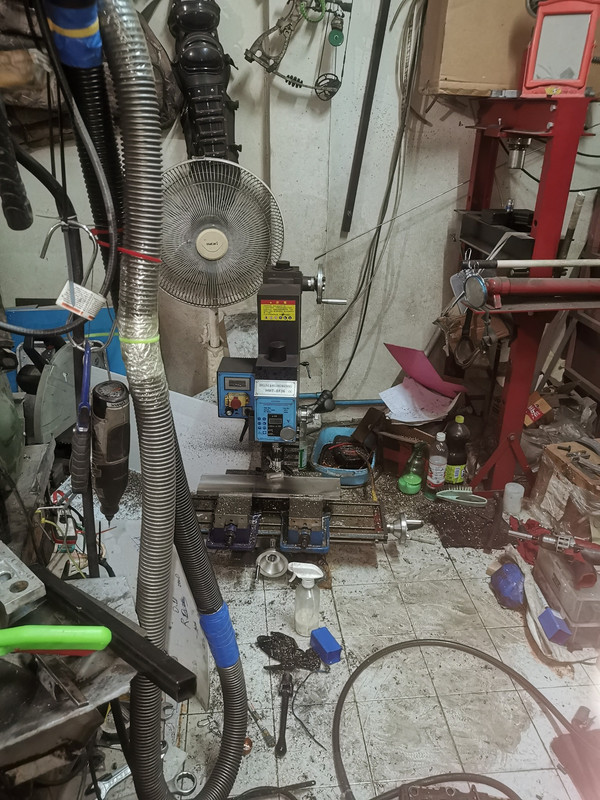
漫天遍野的不锈钢铁屑。。。 第一次学到plurialfor swarf is swarf, lol。吸尘器真的必不可少。